Founded in 1975 in Richmond, BC, Hansen Industries Ltd. has evolved from a supplier of elevator replacement parts into a full-service precision metal fabrication company. They operate CNC machining, sheet metal, stamping, and waterjet cutting departments within a 70,000 sq. ft. facility. With 100–150 employees and a wide range of equipment, Hansen manufactures custom metal parts at scale.
The machine shop uses a combination of Haas, Okuma, and Bridgeport CNC equipment as its’ core equipment. They use a pallet pool, 4th axis rotary table, bar feeders, chip conveyors, quick change tooling, and a custom vacuum vise to increase the efficiency of the machines. The milling machine features include geared heads, tapping heads, and glass laser etched linear scales. In addition to CNC equipment, Hansen has a full complement of manual lathes, milling machines, cut-off saws, extrusion saws, and drilling stations for quick prototyping and short production runs.
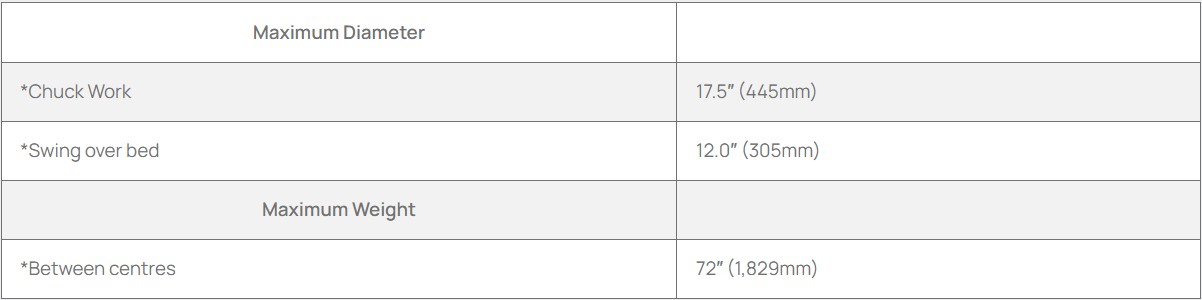
Hansen Industries strength is manufacturing non-ferrous precision parts with tolerances up to +/- .001″. Ninety percent of the machined parts they deliver occupy less than a cubic foot.



As a versatile sheet metal fabrication and stamping shop, Hansen specializes in electronic enclosures with an average production run of 50 units. They work with steel and aluminum materials up to 0.125 inches thick, and stainless steel up to 0.074 inches. Their preferred maximum cabinet dimensions for production quantities are 72 inches in height, 36 inches in width, and 18 inches in depth.
Core equipment includes Mitsubishi and Trumpf lasers, Trumpf punch presses, a SteelMaster in-line finisher, Trumpf and Amada brake presses, and Pemserter fastener inserters. This advanced machinery enables Hansen Industries to deliver precise and high-quality fabrication services.


Hansen has three Trumpf CNC punch presses which are programmed using Solid Works 3D modeling, Trumpf’s Boost tool-path software and Metamation’s MetaCam software. All machines are fully hydraulic and carry the pre-set tools on a linear magazine. As a result of the linear magazine tooling rail, tool setup time is reduced dramatically because tool alignment is done off-line while the machine is running. All tools can be rotated throughout 360 degrees and the machine has the multi-tool option.
The Buetfering Steelmaster In-Line Finisher uses an abrasive belt and rotating and oscillating stainless steel top brushes to grain and debur sheet metal parts. The In-Line Finisher is fully programmable and the parameter tables can be saved.
The Trumpf and Amada brakes have full CNC controls with multi-axis back gauges for quick set-up and repeatable precision. All brake tooling is precision ground and hardened for long life. This tooling combined with the crowning compensation built into the Brake beds allow for repeatable, accurate bending over the full bed length (up to 10 feet).

The Trumpf TruBend 5130 is a ten foot CNC brake press with a six axis back guage. Trumpf TruBend 7036 ‘s are extremely fast electric brakes. The machine has hydraulic clamping of tools, high frame height, off line programming, automatic crowning, laser protection, LED guidance and precision hardened and ground tooling.
They have 3 Pemserter Series 2000 fastener insertion machines with bowl feeders, laser guiding and PLC controls that use hydraulic pressure to insert studs, nuts and stand-offs.
We do Mig, Tig and Spot welding.
Prior to the advent of Numerically Controlled (NC) and Computer Numerically Controlled (CNC) fabricating equipment, precision metal parts were predominantly produced using templates or dedicated hard tooling. While modern CNC lasers, punch presses, and brakes provide rapid adaptability and versatility, traditional stamping with hard dies and mechanical punch presses remains advantageous for high-volume, repeat, or long-production-life components. Stamped parts typically offer superior repeatable accuracy and reduced per-part costs.
Hansen Industries Ltd. manufactures components for a diverse array of sectors, including electrical, electronics, construction, windows, doors, fishing, marine, medical, dental, and architectural markets.


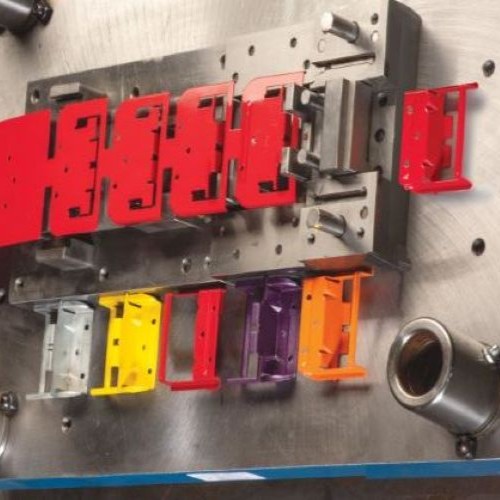
Hansen designs, builds and maintains metal stamping dies in-house. From design through die approval and production, they have the ability to meet the most demanding of part and die specifications. They have expertise in making single stage or progressive metal stamping dies. The designers use SolidWorks software to develop die concepts from part drawings or customer-supplied geometry. They use Wire EDM and CNC machining equipment to speed the construction of die components and die sets. Hansen Industries uses traditional punch presses to perform the high-volume metal stamping and forming but can often do a prototype part using our CNC punch presses. They can do runs up to 100,000 parts and our punch press capacity is up to 100 tons & have automatic feeders and uncoilers to increase the efficiency of the custom hard dies that are built in-house by our tool-and-die journeyman tradesman.

One of Hansen Ind. newer machines is a Trumpf 1000 Combination Laser Punch Press with a Load/Unload automation. The machine takes up to a 5′ x 10′ sheet of steel, aluminum, galvanized or copper.
The machine uses Punching tools to make holes, formed features, tapping and countersinking. Then a Laser cuts curved edges and the outline of the part. The best of both worlds.
Stacks of material are forklifted into the automation section. Suction cups pick up the material and load it onto the brush table. The material is clamped and then either punched or laser cut. Smaller parts fall down a programmable chute where-as larger parts are pulled out using clamps.


Hansen Ind. owns three Omax Waterjet Cutting Machines that have a cutting envelope 60 inches by 120 inches and 55 by 100 inches. The Omax machine pumps water to 50,000 psi resulting in an abrasive jet of sand and water exiting the mixing tube at roughly the speed of sound. They can cut hard materials such as titanium up to ten inches thick! The machine allows complex cutting of virtually any material such as hardened tool steel, aluminum and titanium; exotics including carbon fibre, ceramic, Inconel and composites; or architectural materials such as marble, granite, glass, tile and stone. Tolerance and accuracy is within +/-.003 inches and waterjet cutting leaves no burrs or Heat Affected Zone (HAZ). Please provide us your .dxf files, CAD files or scanned images for a free quotation.

There are five different quality levels when using the Omax Water-Jet machining centre. Smoothness and precision increase as you go from quality one to five.
For quality one, the material is cut the fastest with the lowest edge quality. For quality five, the material is cut slowest with the best edge quality. As a default, we often quote quality level three but there can be up to a 5 times cost savings between the different quality levels. Some materials can only be cut with levels 3-5.
Our estimators can help you choose the correct quality level. Shown below is a visual example of the material cuts using different settings:

The Tilt-A-Jet represents the latest OMAX innovation in the continuing search for more accurate abrasive water jet machining. The Tilt-A-Jet lets the OMAX JetMachining Center achieve virtually zero taper with most materials. The Tilt-A-Jet can position the nozzle at an angle calculated by the software to exactly offset the taper from the abrasivejet. Taper doesn’t disappear–it just gets moved to the scrap part of the material, leaving your part with exactly square edges.
Hansen Ind. has two lasers, a Mitsubishi system with a tower, and a Trumpf Laser/Punch Combination machine. The Mitsubishi Laser Processing System has a 16 shelf tower that is capable of holding 96,000 pounds of raw material and programmable over/under unload carts that can handle 22,000 pounds of material before we have to intervene. The system can load, cut and unload 5’x10′ sheets of metal, 24 hours a day, 7 days a week largely unattended. The NX is Mitsubishi’s fastest laser system using a 4000 watt resonator to drive a flying optics bed. Because the material does not move while being cut, it minimizes scratches and reduces the need for micro-joints often eliminating the need for post processing.